Projection Welding |
Projection welding has fewer variables that affect the
resistance welding process as compared to spot welding.
The most important variables of this assembly technique
are the quality of the projections and the response of
the cylinder as the projection collapses during the
welding time.
|
Quality of Projections |
If the cross section of metal in the projection is fractured, the heat build up
will form more rapidly in the stretched material then at the work piece interface area.
This will result in the projection collapsing before fusion takes place. When the projection
is totally collapsed, further growth of a weld nugget will be impossible since the large
surface of the copper electrodes will diffuse current density when the electrodes make full
contact to the work piece.
|
Response of Cylinder Follow Through |
When the projection is collapsing, it is imperative that the electrode force be maintained
otherwise massive expulsion will occur. This expulsion is none other than the projection material
that needs to be fused to the work piece. The cylinder is responsible for follow through.
|
|
Benefits of Projection Welding Techniques |
Projection welding is very easy to maintain if the fundamentals are taken into consideration in
the first place. Steel wire shopping carts, wire racks, and other cross wire products are all projection
welding. Nuts and bolts are often assemble to other metal parts by projection welding. If you want to
produce a part with very little heat surface marks on one side of the panel, then processing a projection on
the alternate part and using large electrodes contoured to the finished part would facilitate the goal.
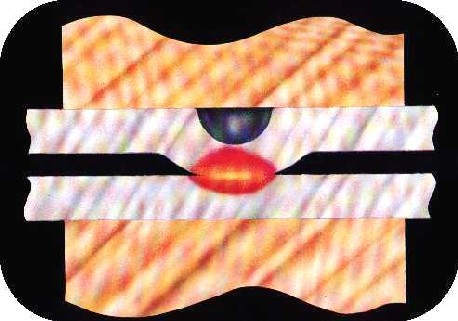
Good cylinder response that follows through the collapse of the projections on this weld
nut produces very little expulsion and assures good weld quality. |
To Top